

 English
English русский
русский Español
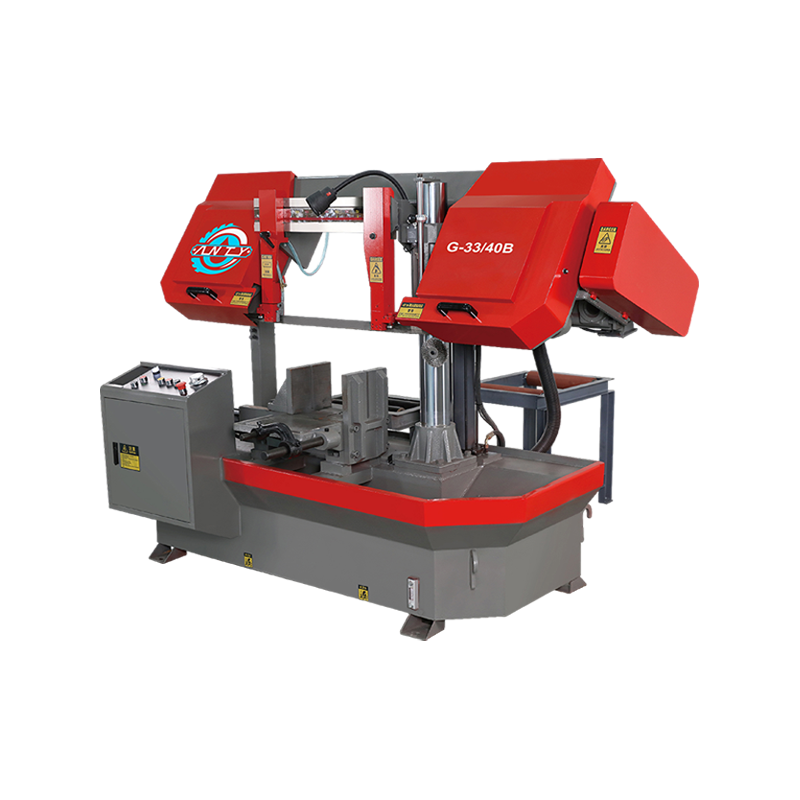
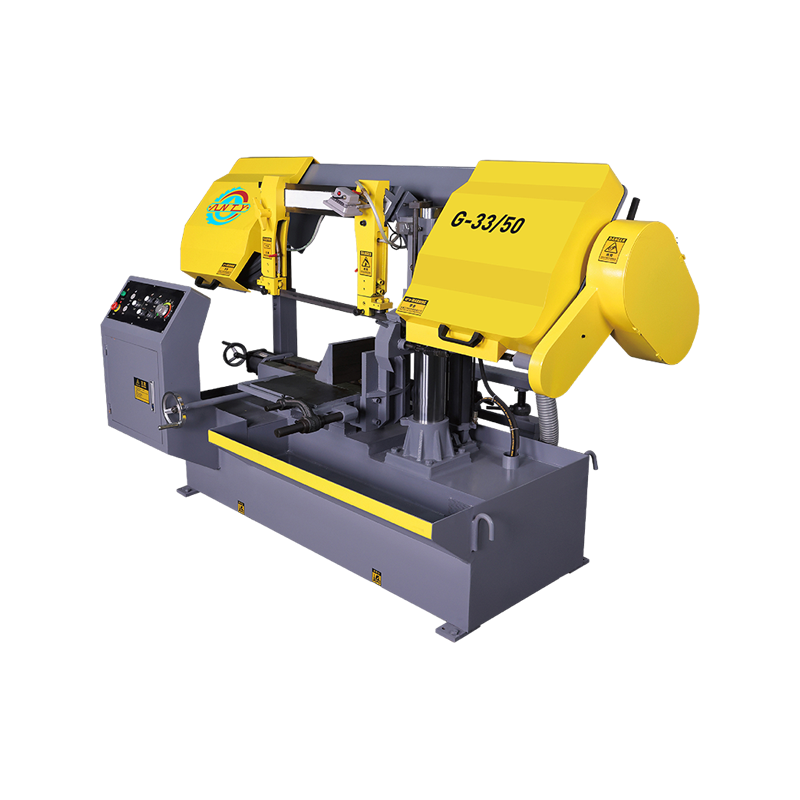
EspañolLos flujos de trabajo de fabricación de metales a menudo dependen de la Hoja de sierra de cinta bimetálica M42 emparejado con Sierra de cinta para soportar el corte controlado en diferentes tipos de metales y rangos de espesor. La interacción entre la estructura del material de la hoja y el movimiento de la máquina juega un papel central en el mantenimiento de un comportamiento de corte estable durante las tareas de producción continua.

Desafíos en los procesos modernos de corte de metales
En muchos talleres de fabricación, los operadores trabajan con una amplia gama de materiales como acero al carbono, acero inoxidable, acero aleado y metales no ferrosos. Cada material responde de manera diferente durante el aserrado, especialmente cuando varían la dureza y el tamaño de la sección. Un desafío común aparece cuando las condiciones de corte cambian con frecuencia dentro de un solo ciclo de producción, lo que requiere un control de avance constante y un compromiso estable de la cuchilla.
Otro factor es la consistencia dimensional. Cuando se procesan por lotes perfiles metálicos, pequeñas desviaciones en el ángulo de corte o la velocidad de avance pueden acumularse y generar diferencias mensurables en las piezas terminadas. Estas variaciones pueden afectar pasos de ensamblaje posteriores, especialmente en sistemas de tuberías, marcos estructurales y componentes mecánicos. La generación de calor en la zona de corte también es motivo de preocupación, ya que puede influir en el estado de la superficie y el comportamiento de desgaste de la hoja con el tiempo.
Para manejar estas variables, los talleres a menudo combinan configuraciones de control de la máquina con estrategias de selección de cuchillas, asegurando que tanto el movimiento mecánico como la interfaz de corte estén alineados con los requisitos del material.
Estructura de la hoja y coordinación de la máquina en la operación de corte.
El rendimiento de una sierra de cinta depende no sólo de su estructura mecánica sino también de cómo interactúa con la hoja de corte seleccionada. La hoja de sierra de cinta bimetálica M42 se usa comúnmente debido a su estructura compuesta, donde el borde del diente y el material de respaldo cumplen diferentes funciones mecánicas durante el corte.
La máquina proporciona un movimiento de avance controlado y una guía estable de la hoja, mientras que la hoja gestiona la resistencia al corte y la distribución del calor a lo largo de la línea del diente. Cuando estos dos elementos trabajan juntos, varios aspectos operativos se vuelven más manejables:
- El ajuste de la velocidad de avance se puede mantener dentro de un rango constante durante ciclos de corte largos.
- La estabilidad del seguimiento de la hoja se apoya mediante la alineación guiada de las ruedas
- La distribución de la presión de corte se vuelve más uniforme en diferentes espesores de material.
- Las variaciones en el acabado de la superficie se reducen cuando los parámetros se mantienen estables.
- Los patrones de desgaste de las herramientas se pueden observar de manera más predecible para la planificación del mantenimiento.
En lugar de depender de un solo parámetro, los operadores ajustan la configuración de la máquina en coordinación con la selección de la hoja para que coincida con grupos de materiales específicos y requisitos de corte.
Áreas de aplicación en entornos de procesamiento de metales
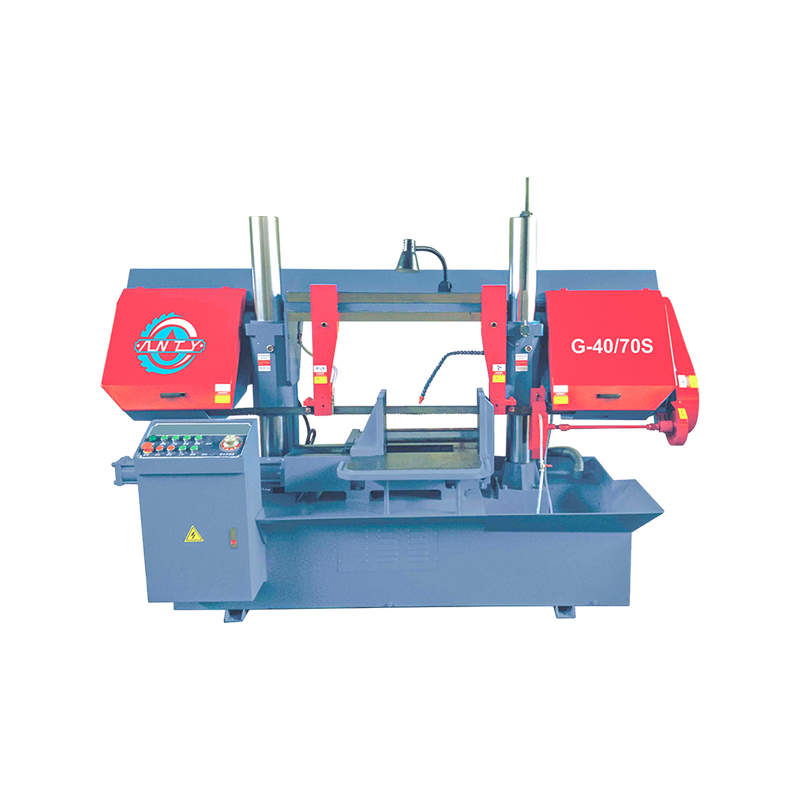
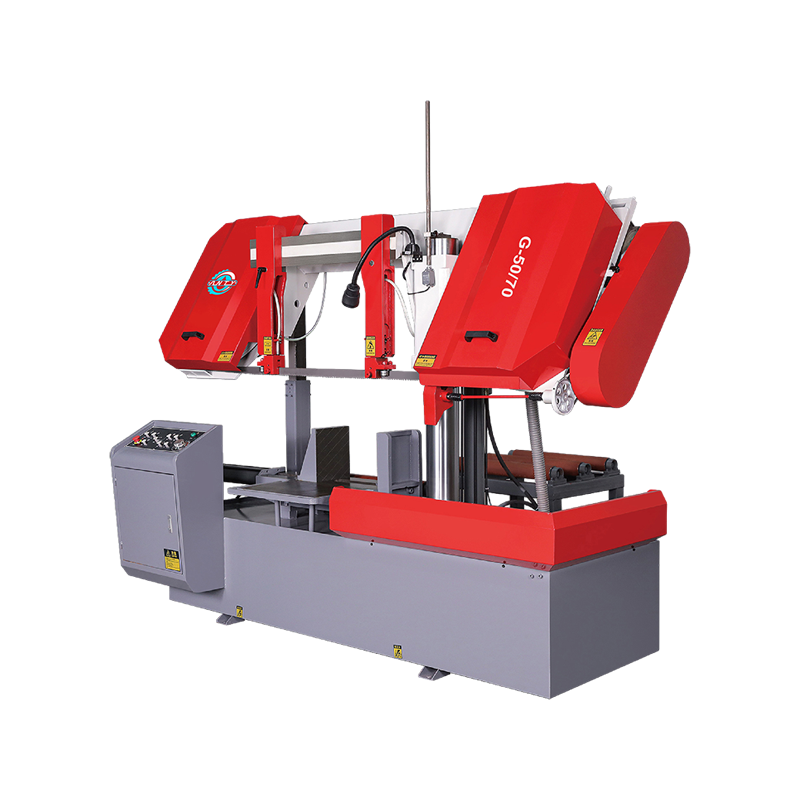
La combinación de la hoja de sierra de cinta bimetálica M42 y la máquina de sierra de cinta se utiliza en una variedad de entornos de fabricación donde se requiere corte repetitivo y por lotes. En los talleres de procesamiento de acero, a menudo se aplica para cortar perfiles estructurales como vigas en H, tubos cuadrados y barras redondas. Estos materiales requieren una alimentación estable y un acoplamiento controlado de la hoja para mantener tolerancias de longitud consistentes.
En las instalaciones de fabricación mecánica, la configuración se utiliza comúnmente para preparar materias primas antes de los procesos de torneado, fresado o soldadura. En este caso, la precisión del precorte afecta el tiempo de mecanizado posterior y la precisión de la alineación. Para talleres de mantenimiento y reparación, el sistema admite el corte flexible de piezas de repuesto, donde los tipos de materiales pueden variar con frecuencia dentro de un solo día laboral.
Los contextos de aplicación adicionales incluyen:
- Líneas de fabricación de tuberías donde se requiere uniformidad de sección para uniones soldadas
- Preparación de componentes automotrices con piezas en bruto de acero aleado.
- Centros de distribución de suministros generales de metal que manejan pedidos de corte de materiales mixtos
- Talleres de herramientas que preparan piezas en bruto semiacabadas para darles más forma.
En estos entornos, la interacción entre la selección de hojas y el control de la máquina sigue siendo fundamental para mantener rutinas de procesamiento estables.
Patrones operativos observados en el uso del taller.
En un taller de fabricación de metales de mediana escala, se realizó una serie de pruebas de corte utilizando una sierra de cinta equipada con una hoja de sierra de cinta bimetálica M42 en diferentes grados de acero que van desde acero dulce hasta acero de aleación de dureza media. La prueba se centró en comparar la consistencia del alimento, el tiempo de corte por pieza y la condición de la superficie en ciclos repetidos.
Los resultados de la observación mostraron que:
- La variación de la velocidad de corte entre piezas de trabajo de tamaño similar se mantuvo dentro de un rango estrecho cuando los ajustes de avance de la máquina se mantuvieron constantes
- El seguimiento de la hoja requirió ajustes menores después de períodos de operación prolongados en lugar de correcciones frecuentes
- Las diferencias de rugosidad de la superficie entre los cortes iniciales y posteriores fueron relativamente pequeñas en condiciones de lubricación estables.
- La intervención del operador se redujo durante el procesamiento por lotes continuo en comparación con el corte de materiales mixtos sin configuraciones estandarizadas.
Si bien estas observaciones son específicas del entorno probado, reflejan cómo el uso coordinado de la máquina y las cuchillas puede influir en la estabilidad del flujo de trabajo en escenarios prácticos de producción.
Consideraciones prácticas en el funcionamiento diario.
Los operadores que trabajan con sistemas de sierras de cinta a menudo ajustan varios parámetros dependiendo del material que se esté procesando. La tensión de la hoja, la alineación de las guías y la velocidad de avance generalmente se revisan al comienzo de cada ciclo de producción. La hoja de sierra de cinta bimetálica M42 se selecciona en función de la dureza del material y la duración de corte esperada.
Las consideraciones operativas comunes incluyen:
- Garantizar la instalación adecuada de la hoja para evitar la desviación lateral durante el corte.
- Adaptar el paso de los dientes a la sección transversal del material para reducir la resistencia al corte irregular
- Monitoreo del flujo de refrigerante para gestionar la acumulación de calor en la zona de corte
- Inspeccionar los rodillos guía en busca de desgaste para mantener un seguimiento constante de la hoja
- Programar intervalos de inspección de la hoja según el volumen de corte en lugar de períodos de tiempo fijos






 CONTÁCTENOS
CONTÁCTENOS