

 English
English русский
русский Español
EspañolHoja de sierra de cinta bimetálica M42 y Sierra de cinta Las tecnologías se están integrando más estrechamente a medida que los fabricantes ajustan las líneas de producción hacia la operación automatizada. Esta actualización se centra en cómo las mejoras coordinadas en las herramientas de corte y los sistemas de máquinas están ayudando a los talleres a manejar cargas de trabajo continuas, reducir la intervención manual y mantener una producción consistente en diferentes materiales.
Aún existen manipulación manual y resultados inconsistentes
En muchos entornos metalúrgicos, el corte sigue siendo una etapa en la que la configuración manual y la experiencia del operador influyen directamente en los resultados. Las variaciones en la velocidad de avance, la selección de la hoja y la estabilidad de la sujeción pueden provocar cortes desiguales, desperdicio de material o tiempos de inactividad innecesarios. A medida que aumentan los volúmenes de producción y las estructuras de pedidos se fragmentan, estas inconsistencias se vuelven más visibles.
Las configuraciones de aserrado tradicionales a menudo requieren un seguimiento frecuente. Los operadores ajustan los parámetros según el sonido, la forma del chip o el acabado de la superficie, lo que introduce variabilidad entre turnos. Al mismo tiempo, la disponibilidad de mano de obra y los ciclos de capacitación pueden limitar la rapidez con la que las empresas escalan la producción. Estos factores han llevado a los fabricantes a reconsiderar cómo encajan los equipos de sierra de cinta en un flujo de trabajo más automatizado.
¿Qué ha cambiado en la tecnología de aserrado de cinta?
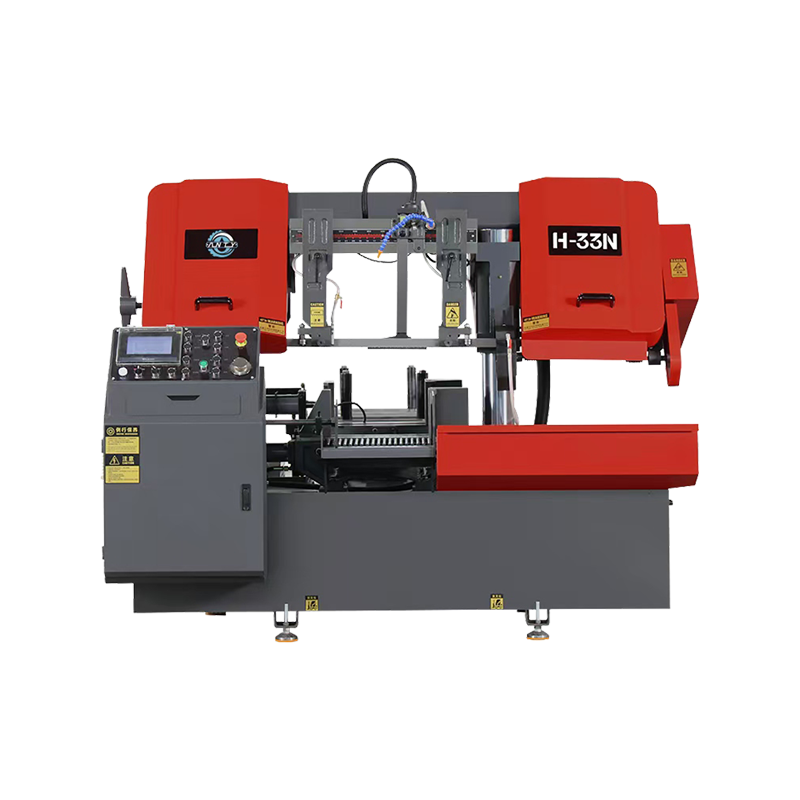
Los desarrollos recientes se centran en vincular la sierra de cinta con sistemas de control programables y combinarla con configuraciones de hojas de sierra de cinta bimetálicas M42 adecuadas para diferentes condiciones de corte. En lugar de tratar la hoja únicamente como un componente consumible, ahora forma parte de un sistema de corte coordinado.
La automatización en las sierras ahora incluye características como sistemas de alimentación controlados, posicionamiento automático del material e interfaces digitales que permiten el almacenamiento de parámetros. Los operadores pueden seleccionar programas de corte preestablecidos según el tipo de material, el diámetro y el acabado requerido. Esto reduce la dependencia de los ajustes manuales y ayuda a mantener condiciones de corte estables durante tiradas de producción más largas.
El diseño de las palas también influye en este cambio. Las hojas de sierra de cinta bimetálica M42 están estructuradas con un borde de acero de alta velocidad soldado a un material de soporte flexible. Esto permite que la hoja mantenga la estabilidad del borde mientras se adapta a cargas variables durante el corte. Las opciones de geometría de los dientes, como los diseños de paso variable, ayudan a gestionar la vibración y la evacuación de virutas, lo que se vuelve más importante cuando las máquinas funcionan continuamente con supervisión limitada.
Dónde se aplican estos sistemas
La integración de sierras de cinta automatizadas con hojas M42 se observa ahora en varios segmentos de fabricación. Estas configuraciones no se limitan a fábricas a gran escala; Los talleres medianos también los están adoptando para gestionar requisitos de producción mixtos.
- Procesamiento de acero estructural: corte de vigas, tubos y perfiles para componentes de construcción.
- Fabricación de piezas de automoción: preparación de materias primas para procesos de mecanizado.
- Fabricación de equipos: manipulación de barras y palanquillas utilizadas en conjuntos mecánicos.
- Centros de servicio para metales: procesamiento de materiales a granel en dimensiones especificadas por el cliente
En estos entornos, la capacidad de cambiar entre diferentes tamaños de material sin una recalibración manual extensa es una ventaja práctica. Los sistemas de alimentación automatizados y los dispositivos de sujeción ajustables permiten a los operadores manejar pedidos variados dentro del mismo turno.
Datos prácticos del uso en el taller
Los datos de producción de talleres típicos muestran cómo la automatización influye en las operaciones diarias. En lugar de centrarse únicamente en la velocidad de corte, también se presta atención a la consistencia, los ciclos de uso de la hoja y el tiempo de actividad de la máquina.
| Parámetro | Configuración convencional | Configuración de sierra de cinta automatizada |
| Intervención del operador | Ajustes frecuentes | Entrada manual reducida |
| Frecuencia de cambio de cuchilla | Basado en la experiencia | Basado en el uso monitoreado |
| Consistencia de corte | Varía según el operador | Más uniforme en todos los lotes |
| Tiempo de inactividad de la máquina | Mayor durante la configuración | Menor debido a programas preestablecidos |
| Manipulación de materiales | Posicionamiento manual | Alimentación asistida o automática |
Estos cambios no eliminan la necesidad de operadores capacitados, pero cambian su papel hacia el monitoreo y la planificación en lugar de un ajuste constante. Con el tiempo, esto puede respaldar una programación de producción más predecible.
Impacto en la industria y ajustes continuos
A medida que más líneas de producción adoptan sistemas de aserrado automatizados, también se están ajustando los procesos anteriores y posteriores. Por ejemplo, el suministro de material está cada vez más organizado para adaptarse a los sistemas de alimentación automatizados, mientras que las etapas de mecanizado posteriores se benefician de dimensiones de corte más consistentes.
Sin embargo, la adopción de estos sistemas requiere atención a varios factores. La calibración de la máquina, la selección de hojas y las rutinas de mantenimiento aún influyen en el rendimiento. Sin una configuración adecuada, la automatización por sí sola no puede resolver problemas como el desgaste prematuro de la cuchilla o los cortes imprecisos. La capacitación sigue siendo relevante, especialmente para comprender cómo hacer coincidir las especificaciones de la hoja con las características del material.
Otra consideración es la integración con sistemas de gestión de producción digital. Algunas sierras de cinta ahora pueden conectarse con el software de fábrica, lo que permite rastrear y analizar los datos de producción. Esto ayuda a identificar patrones como tendencias de vida útil de las palas o cuellos de botella en el flujo de materiales.
Preguntas frecuentes
- ¿En qué se diferencia una hoja de sierra de cinta bimetálica M42 de las hojas estándar?
Combina un filo de acero de alta velocidad con un material de soporte flexible. Esta estructura permite que la hoja maneje cargas variables mientras mantiene el rendimiento de corte a lo largo del tiempo. - ¿Se pueden actualizar las sierras de cinta existentes para automatizarlas?
Algunas máquinas pueden equiparse con sistemas de control o dispositivos de alimentación, pero la viabilidad depende del diseño y condición originales de la máquina. - ¿Qué materiales son adecuados para los sistemas de sierra de cinta automatizados?
Los materiales comunes incluyen acero al carbono, acero aleado, acero inoxidable y ciertos metales no ferrosos. La selección de la hoja debe coincidir con las propiedades del material. - ¿La automatización reduce el desgaste de las cuchillas?
La automatización puede ayudar a mantener condiciones de corte estables, lo que puede provocar un uso más predecible de la hoja. Sin embargo, el desgaste aún depende del tipo de material, los parámetros de corte y el mantenimiento. - ¿Qué factores afectan la precisión del corte en los sistemas automatizados?
Los factores clave incluyen la alineación de la máquina, la tensión de la hoja, los ajustes de la velocidad de avance y la estabilidad de la sujeción. Son necesarios controles periódicos para mantener la precisión. - ¿Sigue siendo necesaria la formación de los operadores con máquinas automatizadas?
Sí, los operadores deben comprender la configuración del sistema, la selección de las hojas y la solución de problemas básicos para garantizar un funcionamiento sin problemas.






 CONTÁCTENOS
CONTÁCTENOS